
本文整理了当前3D打印用金属粉末的4种制备工艺:气雾化法 、等离子旋转电极雾化法、等离子丝材雾化法、射频等离子球化法。
球形金属粉末作是金属3D打印最重要的原材料,是3D打印产业链中最重要的环节,与3D打印技术的发展息息相关。在“2013年世界3D打印技术产业大会”上,世界3D打印行业的权威专家对3D打印金属粉末给予明确定义,即指尺寸小于1mm的金属颗粒群,包括纯金属粉末、合金粉末及具有金属性质的某些难溶化合物粉末。目前3D打印用金属粉末材料大多分布在在钛合金、高温合金、钴铬合金、高强钢和模具钢等方面。
为满足3D打印装备及工艺技术要求,金属粉末一定要具有较低的氧氮含量、良好的球形度、较窄的粒度分布区间和较高的松装密度等特征。当前我们国家生产的金属粉末性能难以满足高端客户的真实需求,高质量3D打印用金属粉末需依赖进口。因此,研究3D打印金属粉末的制备特别的重要。本文特整理了当前3D打印用金属粉末的4种制备方法,供大家参考。
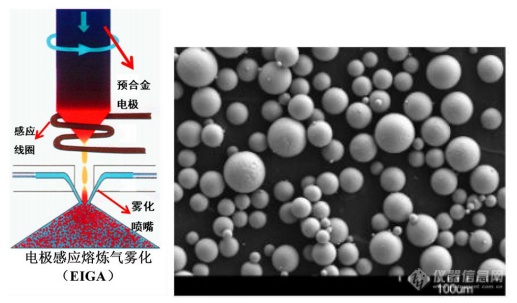
气雾化法是利用惰性气体在高速状态下对液态金属进行喷射,使其雾化、冷凝后形成球形粉。根据热源的不同又可以将气雾化法细分为电极感应熔炼气雾化(EIGA)和等离子惰性气体雾化(PIGA)两种工艺,采用惰性气体既能防止产物氧化,又能避免环境污染。在 EIGA 工艺中,为电极形式的预合金棒将在不使用熔炼坩埚的情况下进行感应熔炼和雾化,其工艺原理图如下图所示。采用气雾化法所得粉末粒度分布广,大部分为细粉,杂质易于控制,但粉末由于粒径不同而冷却速度不同,导致颗粒内部易产生气泡,形成空心结构,粉末形状不均匀,出现行星球等,对粉末后期应用造成不利影响。
等离子旋转电极雾化法(PREP)是生产高纯球形钛粉较常用的离心雾化技术,其基础原理是自耗电极端面被等离子体电弧熔化为液膜,并在旋转离心力作用下高速甩出形成液滴,然后液滴在表面张力的用下球化并冷凝成球形粉末。PREP 因采用自耗电极,制备出的粉末纯净度较高,且该技术不使用高速惰性气体雾化金属液流,避免了“伞效应”引起的空心粉和卫星粉颗粒的形成。因此,相对于气雾化而言,PREP 制备的粉末中空心粉和卫星粉更少。PREP 制备的粉末球形度可达 99.5%以上,但是粉末粒径分布较窄,主要介于 50~150μm,存在着粉末尺寸

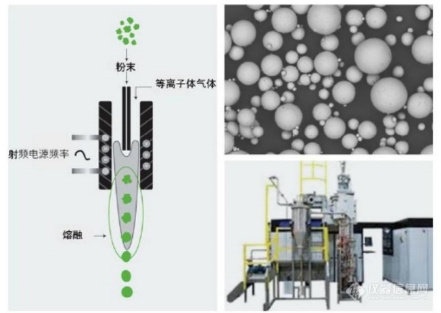
等离子丝材雾化法(PA)是加拿大 AP&C 公司特有的金属粉末制备技术,PA 工艺是以纯度高的金属或合金丝为原料,以等离子枪为加热源,原料丝材被等离子体瞬间熔化的同时被高温气体雾化,形成的微小液滴在表面张力的作用下球化并在下落过程中冷却固化为球形颗粒的一种工艺。以合金丝为原料制备各种材质球形粉末的工艺,可实现高水平的可追溯性和较好的颗粒大小控制。该工艺生产出的粉末粒径分布范围窄,平均粒径约为 40μm,细粉收得率高(80%),基本上没有卫星球;粉末纯度高(低氧,无夹杂),球形度高,伴生颗粒非常少。具有非常出色的流动性和表观密度、振实密度。主要服务对象为生物医疗和航空航天工业,产品畅销20 余个国家。

近年来,国外关于 PA 技术的研究取得了不少进展,现存技术已能够在单位时间内所消耗气体与原料的质量比小于20的条件下,制备大量(至少80%)粒径分布为0~106μm的金属粉末。加拿大 AP&C 公司是 PA 技术的专利持有者,加拿大 Pyro Genesis 公司也拥有相关类似专利,但均不对外出售等离子雾化设备。由于国外公司专利保护及技术封锁,一直以来国内关于 PA技术的研究进展缓慢。
国内北京科技大学在射频等离子球化方面也进行了大量的研究,以不规则形状的大颗粒TiH2 粉末为原料,经过射频等离子高温区后 TiH2 粉末脱氢分解、爆碎,即发生“氢爆”。爆开的金属液滴下落过程中,在表面张力的作用下缩聚成规则的球状,得到微细球形粉末。所收得的粉末粒度范围能够达到 20~50μm,细粉收得率更是高达 80%以上,各项性能参数均不逊于国际一流队列的粉末,图 6 是氢化钛粉末经射频等离子球化前后粉末形貌图。同时,该团队还将该方法创新性地应用到了钨、高温合金、钕铁硼等金属粉末的球化处理当中,均取得了显著


